Several methods exist for calculating stamping force, and which one to use depends on the specific stamping process and the type of stamping force that needs to be calculated. Here are some common methods for calculating stamping force:
A basic formula for calculating stamping force breaks it down into a sum of several parts, including shearing force, unloading force, pushing force, edge pressing force, and deep drawing force.
To calculate the stamping force for edge cutting and punching, you can use the formula
where,
P – the stamping force (in kg)
k – a coefficient (generally approximately 1)
l – the perimeter of the product after stamping (in mm)
Г – the shear strength (in kg/mm²)
t – the sheet thickness (in mm)
Another method for calculating shearing force is the formula P=ltτ, where P is the shearing force (in N), l is the stamping perimeter of the part (in mm), t is the thickness of the part (in mm), and τ is the shear strength of the stamping material (in MPa).
For specific scenarios of calculating shearing force, if the shape of the part is small and the punch uses a flat cutting edge, the formula F=Ltτ can be used to calculate the shearing force, where F is the shearing force (in N), L is the perimeter of the sheared part (in mm), and τ is the shear strength of the stamping material.
Punching Force Calculator
How to calculate the force (tonnage) of a punch press machine for power press machine?
I believe the following press tonnage calculator can be used to calculate the required punch force (blanking force) for your workpiece.
If you need to punch round, square, or any other type of hole through a given metal thickness, you’ll need to determine the punching force required to accomplish this task.
To calculate the required press tonnage, you can use the following punching force calculation formula, which is also applicable for blanking force calculation.
e.g: If punching one square hole in the 3mm thickness low-carbon steel plate, side length 20mm, you will get:
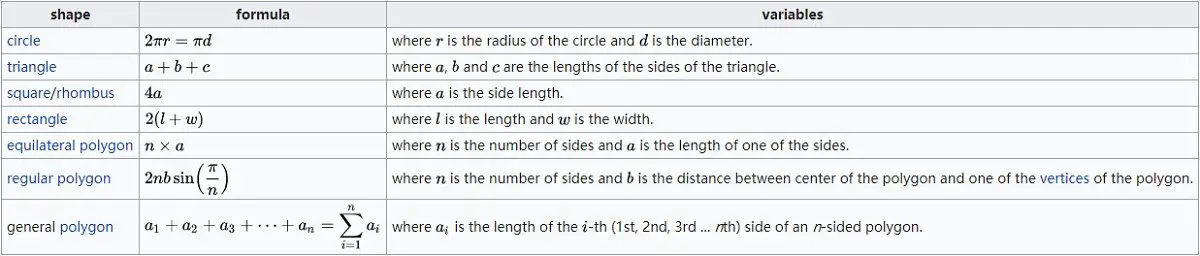
Perimeter = 20×4 = 80mm
Thickness = 3mm
Shear Strength = 0.3447kn/mm2
Punch Force (KN) = 80 x 3 x 0.3447 = 82.728 KN Convert into tonnage: 82.728 KN ÷ 9.81 = 8.43 Ton
For further information about shearing strength, including how to calculate it, you can refer to the Wikipedia article.
The formula mentioned can also be applied as the cutting force formula in press tooling or as the formula for determining the force required to punch a hole.
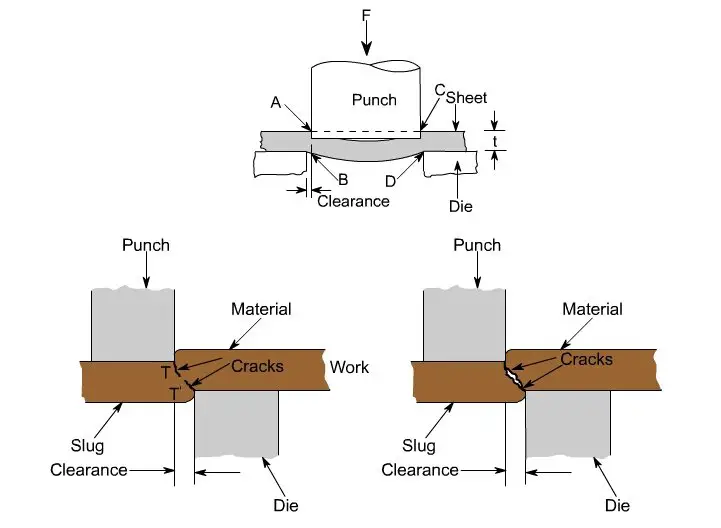
Punch and Die Clearance
The clearance between the punch and dies is a critical factor in the punching process, and it is represented by the total difference.
For instance, suppose you are using an ø12 upper die and an ø12.25 lower die. In that case, the optimal clearance should be 0.25mm.
If the clearance is not proper, it can reduce the die’s service life, cause burrs, and lead to secondary cutting. An irregular opening can also increase the demounting force.
Moreover, the die clearance depends on the material and thickness, and for carbon steel plates, it is recommended to use a value between 12-18% of the thickness.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Basic Concepts of Computer-Aided Design and Computer-Aided Manufacturing Computer-aided design and computer-aided manufacturing (CAD/CAM) is a comprehensive and technically complex system engineering discipline that incorporates diverse fields such as computer [...]
Concept of Virtual Manufacturing Virtual Manufacturing (VM) is the fundamental realization of the actual manufacturing process on a computer. It utilizes computer simulation and virtual reality technologies, supported by high-performance [...]
A Flexible Manufacturing System (FMS) typically employs principles of systems engineering and group technology. It connects Computer Numerical Control (CNC) machine tools (processing centers), coordinate measuring machines, material transport systems, [...]
Just as manufacturing technology plays a crucial role in various fields today, nanofabrication technology holds a key position in the realms of nanotechnology. Nanofabrication technology encompasses numerous methods including mechanical [...]
Ultra-precision machining refers to precision manufacturing processes that achieve extremely high levels of accuracy and surface quality. Its definition is relative, changing with technological advancements. Currently, this technique can achieve [...]
Currently, machining can be categorized into two groups based on production batch: Among these two categories, the first one accounts for about 70-80% of the total output value of machining [...]
This article mainly introduces several mature special processing methods. I. Electrical Discharge Machining (EDM) EDM is a method of machining conductive materials by utilizing the phenomenon of electrical corrosion during [...]
What is CNC machining? Numerical Control (NC) refers to the method of controlling the movement and processing operations of machine tools using digitized information. Numerical Control Machine Tools, often abbreviated [...]
Cutting machining remains the most prominent method of mechanical processing, holding a significant role in mechanical manufacturing. With the advancement of manufacturing technology, cutting machining technology underwent substantial progress towards [...]
1. What is welding stress Welding stress refers to the stress generated during the welding process in welded components. This stress is caused by the thermal process of welding and [...]
Advanced materials refer to those recently researched or under development that possess exceptional performance and special functionalities. These materials are of paramount significance to the advancement of science and technology, [...]
Bulge forming is suitable for various types of blanks, such as deep-drawn cups, cut tubes, and rolled conical weldments. Classification by bulge forming medium Bulge forming methods can be categorized [...]